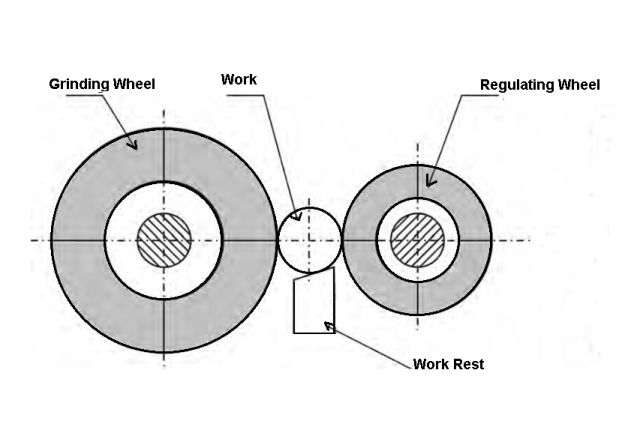
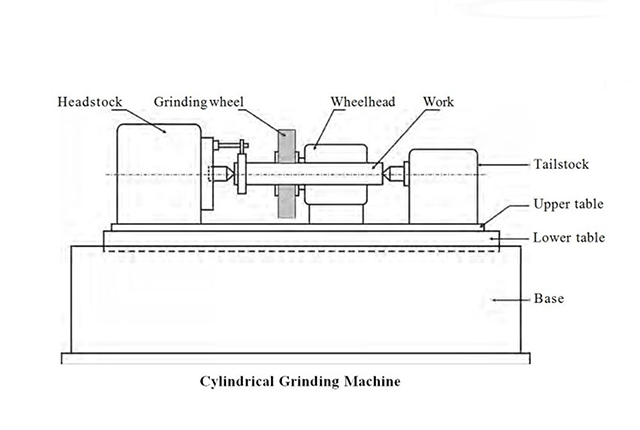
Cylindrical grinding is usually done between centers by means of one grinding wheel. A centerless incorporates the use of two wheels, the regulating wheel, and the grinding wheel. The workpiece is passed between these two wheels, or you can plunge grind the part between the wheels where the part remains between the wheels until the desired diameter is achieved. You can grind above or below the center of the wheels, hence the name Centerless.
In centreless grinding, the workpiece is held by pressing it between regulating wheel and grinding wheel and workpiece axis is not in line with the axis of either the grinding wheel or the regulating wheel
In cylindrical grinding, the workpiece is held between two centers in a chuck. The workpiece axis is in line with the axis of the chuck and the tailstock.
Centerless grinding:
Cylindrical grinding:
In centreless grinding, the workpiece is rotated by the friction between the regulating wheel and the workpiece.
In cylindrical grinding, the workpiece is rotated by the headstock.
P.S → There are few applications which can be done either using cylindrical or centreless grinding depending on a number of factors.
Availability of the machine
The Productivity==> Centreless Grinding gives a higher output per unit time compared to a cylindrical grinding since there is no time involved for loading and unloading the workpiece.
Quality Parameters==> Centreless Grinding does not give proper concentrically wrt work-piece center and difficult to accommodate larger diameter.