



Specification
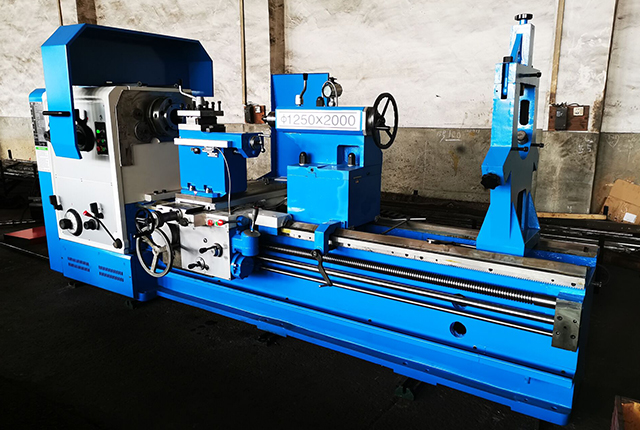
The machine can perform various turning work, such as end face, external cylindrical surface, turning inner holes, cutting of various threads in Metric, Whitworth, Module, Diametral threads, etc. of the various workpieces. Except for those, by means of the compound rest, the machine can alone cut short taper by power, and by means of the compound rest and through longitudinal feed motion it can also turn long taper by power. The machine is also used for drilling, trepanning, boring, etc. Owing to its powerful power and strong rigidity, the machine is suitable to turn various workpieces made from ferrous or non-ferrous metals.
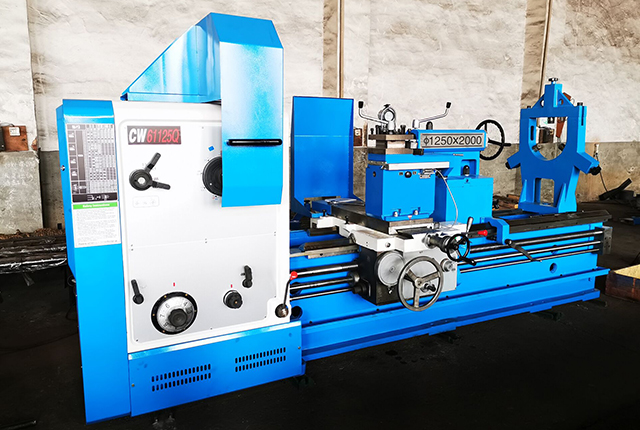
| Specification | CW61125 | ||||
| Swing over bed | 1250mm | ||||
| Bed width | 755mm | ||||
| Workpiece length | 1500/ 3000/ 5000/ 6000/ 8000/ 15000mm | ||||
| Swing over toolpost | 865mm | ||||
| Max. turning length | 1300/ 2800/ 4800/5800/7800/14800mm | ||||
| Toolpost feed kinds each spindle rotate | 56 kinds | ||||
| Toolpost cross feed range each spindle rotate | 0.1-12mm/r | ||||
| Toolpost longitudinal feed range each spindle rotate | 0.05-6mm/r | ||||
| Upper toolpost | 0.025-3mm/r | ||||
| Metric thread | 43 kinds 1-20mm | ||||
| Inch thread | 29 kinds 28-3/8 teeth / inch | ||||
| Module thread | 45kinds 0.5-60mm | ||||
| Pitch thread | 25 kinds 1-56mm | ||||
| Spindle bore | 130mm | ||||
| Spindle front taper | Metric 140 | ||||
| Spindle speed steps and range forward | 21 kinds 2-200r/min | ||||
| Reverse | 12 kinds 2.24-178 r/min | ||||
| Max.section of tool | 45×45mm | ||||
| Toolpost longitudinal travel | 630mm | ||||
| Upper toolpost travel | 300mm | ||||
| Toolpost rapid movement Longitudinal/Cross/Upper | 3470/1870/935mm/min | ||||
| Center sleeve dia and travel | 160×300mm | ||||
| Tailstock taper | MT6 | ||||
| Tailstock longitudinal movement | ±25 | ||||
| Main motor | Y180L-4 22KW | ||||
| Main transsion V belt specification | 2134C 2235C 2540C | ||||
| Carriage rapid motor | JC02-21-2-1.5KW | ||||
| Coolant pump | JCB-45 0.15KW | ||||
| Coolant pump flow | 45L/min | ||||
Maintenance of the Machine
- The oil level in all oil tanks shall always be not under the center of oil leveler, otherwise, the machine may be damaged due to ineffective lubrication.
- All oiling points shall be filled with pure oil at regular intervals.
- Frequently inspect the working of the oil pump ensuring proper lubrication of the headstock and feedbox.
- Check and adjust the tension of V-belts of the motor at regular intervals.
- Never start the spindle immediately after starting the main motor of the machine. It is necessary to wait that the lubricating pump work normally and there is oil flowing through the oil window when starting the spindle to
- make the machine work.
- With the spindle running at high speed, the changing speed handle is not absolutely allowed to be shifted in any case.
- The leadscrew is used for thread cutting only. Never use it for turning operations so that its accuracy and serving life can be ensured.
- When applying steady rest or follower rest, contacting the surface of the supporting block and workpiece should be lubricated.
- It is necessary to add lubricating oil into the lubricating box for a lubricating guideway every shift for ensuring adequate lubricating when the carriage moving. For the practical lubricating method, refer to “Lubricating of the Machine.”